چه موادی را می توان با استفاده از دستگاه اکستروژن آلومینیوم اکسترود کرد؟
Nov 15, 2024
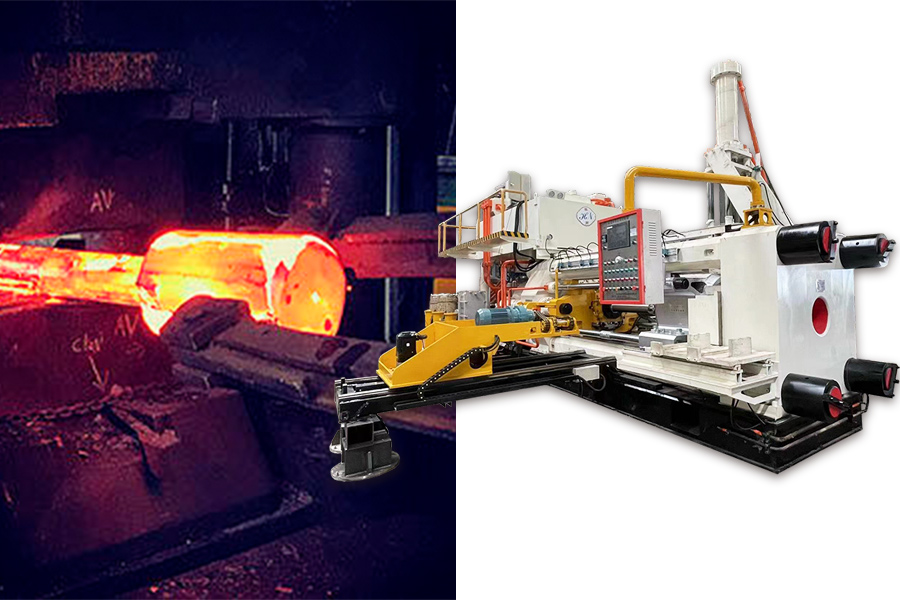
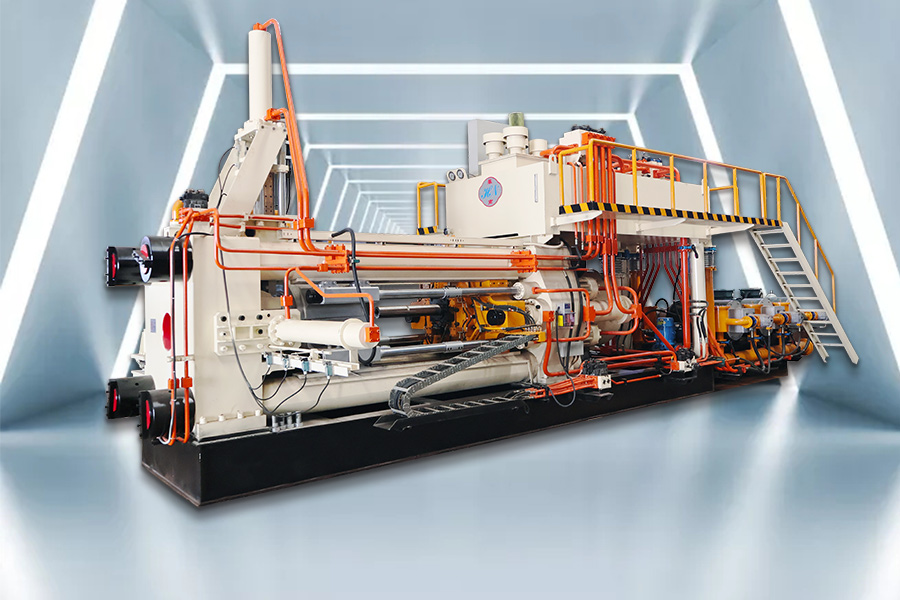
چه موادی را می توان با استفاده از دستگاه اکستروژن آلومینیوم اکسترود کرد؟ریختهگری اکستروژن که به نام فورج قالب مایع نیز شناخته میشود، شامل تکمیل فرآیندهای پر کردن، انجماد و جبران انقباض تحت فشار است که اندازه دانه را اصلاح میکند، ریزساختار را بهبود میبخشد و عیوب ریختهگری را کنترل میکند.مهم ترین ویژگی ریخته گری اکستروژن در مقایسه با سایر روش های شکل دهی جامد- مایع، انجماد و کریستالیزاسیون با فشار بالا است. این فرآیند بسیار سازگار و مناسب برای تولید سیستم های چند آلیاژی، از جمله آلیاژهای آلومینیوم ریخته گری و آهنگری است. همچنین برای ایجاد قطعات پیچیده شکل، دیواره های ضخیم و ریخته گری بزرگ موثر است. فرآیند ساده است و به راحتی می توان آن را خودکار کرد. ریخته گری اکستروژن دارای کیفیت ریزساختاری عالی، با دانه های ریز، ریزساختار فشرده، تخلخل کم و خواص مکانیکی برتر است. ریخته گری ها می توانند تحت درمان های محلول جامد و پیری قرار گیرند که کیفیت سطح و دقت ابعادی بالایی را ارائه می دهد. با توجه به این مزایا، ریختهگری اکستروژن تا حد زیادی جایگزین سایر روشهای شکلدهی در تولید قطعات ریختهگری دقیق، باکیفیت و قطعاتی شده است که الزامات عملکردی ویژه مانند استحکام بالا، چقرمگی، مقاومت در برابر سایش و سفتی گاز را در صنایعی مانند خودروسازی برآورده میکنند. ، مخابرات، راه آهن پرسرعت و تولید برق.مواد آلیاژی نقش مهمی در تعیین پارامترهای فرآیند و تأثیر مستقیم بر عمر مفید قالب ها دارند. در حال حاضر، آلیاژهای آلومینیوم و کامپوزیت های مبتنی بر آلومینیوم تمرکز مواد ریخته گری اکستروژن هستند. در میان آنها، آلیاژهای آلومینیوم سری Al-Si، Al-Cu و Al-Zn بیشترین استفاده را دارند که تحقیقات روی آلیاژهای Al-Si به دلیل خواص ریخته گری عالی آنها توسعه یافته است. عوامل کلیدی مانند توانایی پر شدن، حساسیت ترک داغ و توانایی جبران انقباض، شاخصهای حیاتی عملکرد آلیاژ در فرآیندهای ریختهگری هستند. مشخص شده است که ریختهگری اکستروژن سازگاری قوی با آلیاژهای آلومینیوم، با الزامات نسبتاً کم برای فرآیندپذیری آلیاژ نشان میدهد - در عوض بر عملکرد استفاده نهایی آلیاژ تأکید میکند. برای برآوردن الزامات عملکردی خاص مانند استحکام بالا، چقرمگی، مقاومت در برابر سایش، مقاومت در برابر خوردگی، مقاومت در برابر خستگی و مقاومت در برابر خزش، توسعه آلیاژهای ریخته گری اکستروژن اختصاصی ضروری است.گسترش دامنه کاربرد فناوری ریختهگری اکستروژن آلیاژ آلومینیوم و بهبود کیفیت ریختهگری همچنان موضوعات پایدار در توسعه این زمینه است. Huanan Heavy Industry Technology Co., Ltd، شرکت ما پیشرفت چشمگیری داشته است دستگاه اکستروژن آلومینیوم، ابزار، کنترل فرآیند و فناوری های شبیه سازی عددی. جهت محصولات ریخته گری اکستروژن به سمت طرح های بزرگتر و پیچیده تر، با تاکید بیشتر بر کنترل دما و میدان های تنش برای کاهش عیوب ریخته گری در حال حرکت است. برای حمایت از این توسعه، پیشرفت هایی در هر دو حوزه تجهیزات و فرآیند ایجاد کرده ایم.










 شبکه پشتیبانی می شود
شبکه پشتیبانی می شود
 فارسی
فارسی English
English Español
Español عربي
عربي Türk
Türk
